一分钟的时间,对于了解我们的#不锈钢工业管#-可定制产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
以下是:东莞南城区#不锈钢工业管#-可定制的图文介绍
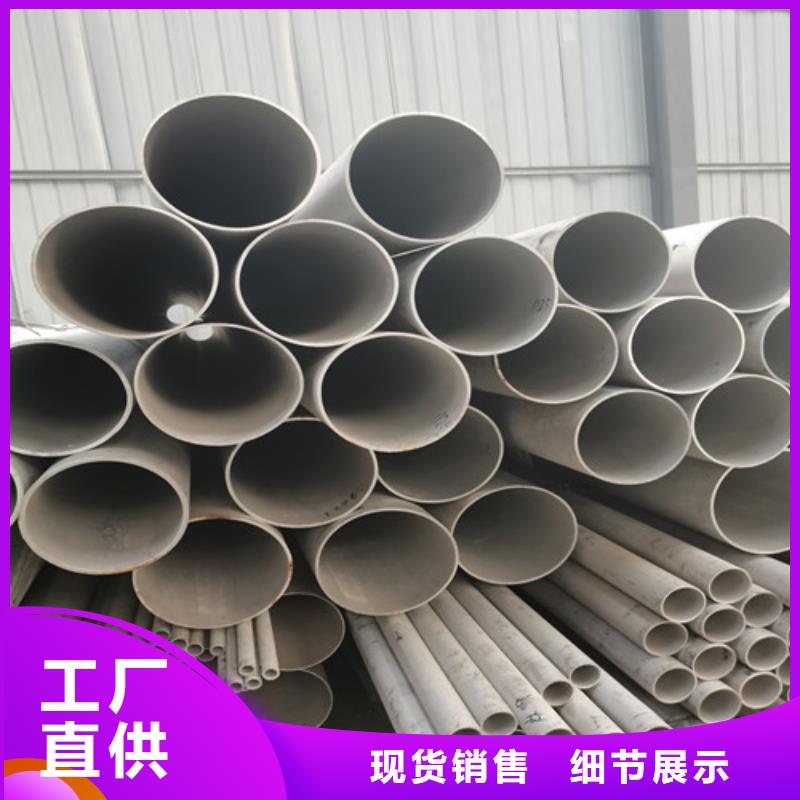
不锈钢焊管固溶处理的目的:其目的是使碳化物从分溶解并在常温下保留在奥氏体中,从而在常温下获单相奥氏体组织,使钢具有 的耐腐蚀性能。1、装炉前的不锈钢管件表面不应有切屑、毛刺和油污等,保证人炉前不锈钢管件清字占、干燥。2、不锈钢焊管固溶处理装炉时,应按热处理炉批、不锈钢管件类别与合号、热处理规范分类装炉,应平稳地放在吊架或专用夹具上,防止不锈钢管件热处理变形,并保证炉内气氛充分地循环,炉子应密封良好。3、为防止镁合金不锈钢焊管固溶处理时在炉内氧化燃烧,装炉时每立方米的炉膛内需加人0.5-1.skg的硫铁矿或硫化亚铁,也可以使用防止氧化嫩烧的其他保护气氛。4、不锈钢焊管固溶处理温度越高,强化元素溶解速度越快,数量也越多,强化效果就越好,一般加热温度的上限低于合金开始过烧的温度,而加热温度的下限应使强化组元尽可能多地溶人固溶体中。5、不锈钢焊管固溶处理淬火时给予不锈钢管件的冷却速度越大,固溶体自高温状态保存下来的过饱和度也越高,从而使不锈钢管件获得高的力学性能,但同时所形成的内应力也越大,使不锈钢管件变形的可能性也越大。6、在不锈钢焊管固溶处理时,还应当注意加热的升温速度,不宜过快,以免不锈钢管件发生变形和局部聚集的低溶点组织熔化而产生过烧。



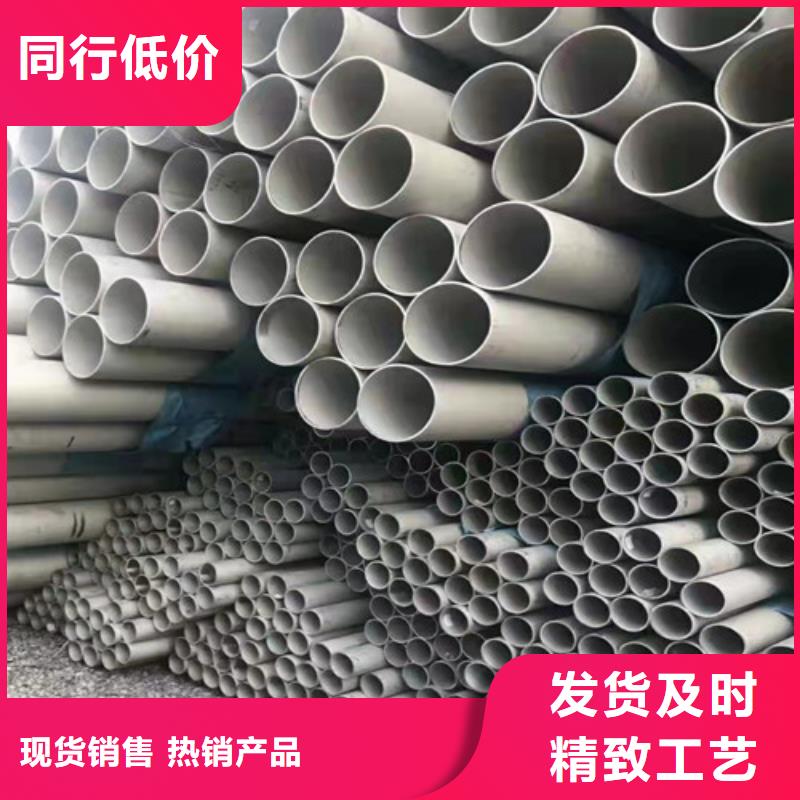
在这个钢筋混凝土满地的时期里,3不锈钢无缝管的组成成份分别是由成分、物理学作用和焊接性构成的。因此 不对可用它间独自一人一种焊接材料和焊接加工工艺开展焊接。今日我们就掌握下316不锈钢管在焊接时要求注意哪几个方面的疑惑,在焊接全过程中我们应将底层弓覆层有所差异,分离采用分别可用的焊接材料来焊接。 为保证覆层的耐腐蚀性,覆层的焊接成份应尽可能与覆层钢成份一样,但在双层的接壤处,覆层必然被底层稀释液,使耐腐蚀性减少或脆化;而底层则被细晶强化而变脆。因而不锈钢板材焊接的关键是要解决好双层交界位置的焊接。解决的方式 是在底层与覆层中间设衔接层焊接。 焊后热处理有关大薄厚不锈钢板扳的焊接预制构件,焊后热处理可以焊接剩下地应力。但应注意,热处理温度髙时,在碳素钢一侧会组成铁索体渗碳以,使进展减少;而在不锈钢板一侧则被渗氮而发硬脆,产生冲击性韧性减少,变为焊接连接头无效的风险,它是不可取的。 恰当开展热处理可以焊接剩下地应力,都不危害覆层的耐腐蚀作用。其方式 是:要热处理的大序度或弯曲刚度大的不锈钢板材的焊接预制构件,理应在底层焊接完毕,系统检测饵缝內部和表层均达标后开展热处理,且温度不适合超过400度。 在这里温度下隔热保温時间可稍拓宽些.用此温度开展的焊后处理工艺,可使剩下地应力减少40%摆弄,一起不容易危害覆层不锈钢板的耐浊作用.覆层与底层中间的是碳元素扩敗也不容易发病.在以上热处理进行后才可焊隔离层和覆层不锈钢板材.覆层焊接完毕后,无需开展一切热处理。



福伟达管业(南城区分公司)在 304不锈钢管行业有着十余年的生产经验,我们坚持以诚信为根本、以质量赢市场、以信誉做基石,用心对待每一位客户,竭诚为您服务,让您买着放心,用着舒心。


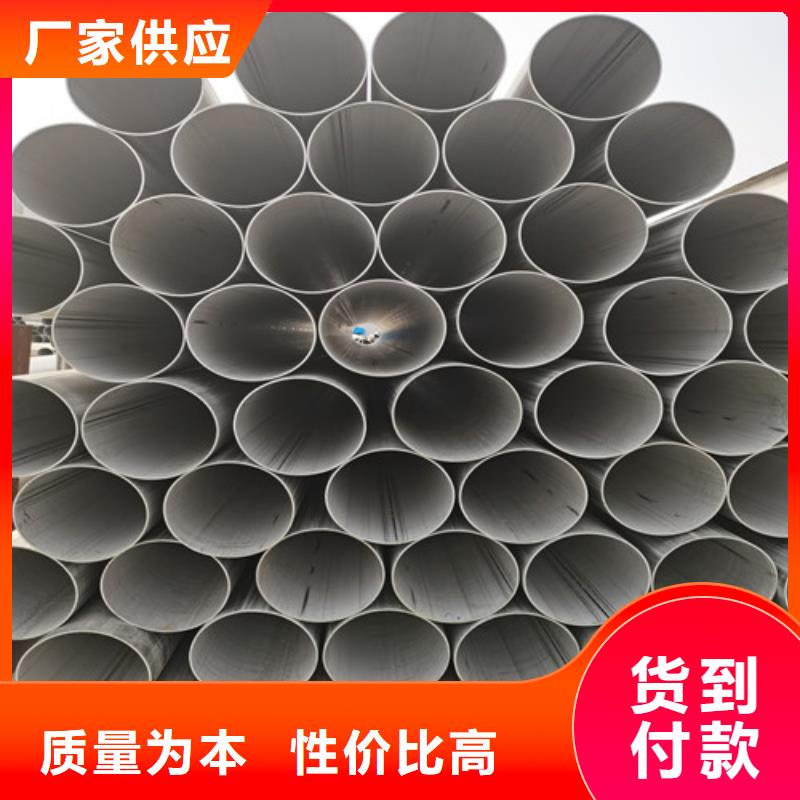
不锈钢管退火处理是将不锈钢管等金属工件加热到适当温度,保持一定时间,然后缓慢冷却的热处理工艺。退火后不锈钢管内部组织亚共析钢是铁素体加片状珠光体;共析钢或过共析钢则是粒状珠光体。退火组织是接近平衡状态的组织。锻造、铸造、焊接后的不锈钢管内部存在内应力,如不及时,将使不锈钢管工件在加工和使用过程中发生变形、缺口、断裂,影响工件精度及合格率。采用去应力退火加工过程中产生的内应力十分重要。去应力退火的加热温度低于相变温度A1,因此,在整个热处理过程中不发生组织转变。内应力主要是通过工件在保温和缓冷过程中的。为了使工件内应力得更彻底,在加热时应控制加热温度。一般是低温进炉,然后以100℃/S左右得加热速度加热到规定温度。不锈钢退火管处理的加热温度应略高于600℃。保温时间视情况而定。铸件去应力退火的保温时间取上限,冷至300℃以下才能出炉空冷。热处理退火炉的退火工艺流程简单,采用S7-300PLC作为控制器,可满足控制要求。一套PLC用于控制整台热处理退火炉。PLC控制系统包括电源模块和通信模块。加热炉现场阀站配置多个数字量输入/输出模块,用来处理开关等各种开关量的动作。两个模拟量输入模块主要完成炉压和电磁流量等各种模拟信号的采集。变频器控制不锈钢退火管处理循环风机。






 扫一扫
扫一扫